






















手机购
更方便

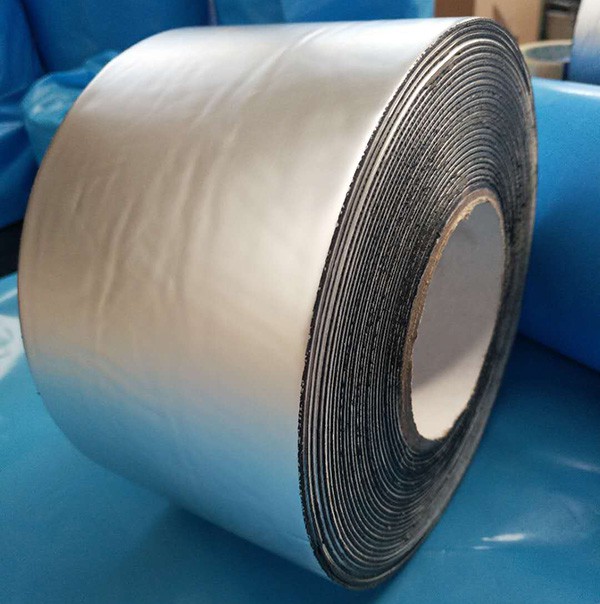
2.0mm厚铝箔丁基胶带的缠绕方法
(1)对钢管表面进行除锈、除焊缝、毛刺,除锈后,对钢管表面露出的问题应进行处理,附着表面的灰尘、磨料应去除干净,钢管表面应保持干燥。当出现返锈或表面污染时,要重新进行表面预处理。
(2)在钢管表面预处理6个小时内应涂刷底漆,如果时间过长,或者隔夜,或遇到大风沙天气导致表面有沾上灰尘,应重新对钢管处理。底漆涂刷前应在容器中搅拌均匀,搅稠时,应加入与底漆配套的稀释剂,稀释道合适的粘度时才能施工。
(3)底漆可以使用干净的毛刷、辊子或其它一些机械方法喷涂。涂刷在钢管上的底漆应无漏涂、无气泡、凝块和流挂等,应形成均匀的薄膜。焊缝处要仔细涂刷,以防漏涂。
(4)底漆表干时大约2-3分钟即可缠带,并且钢管表面涂刷底漆后至缠带的时间间隔宜控制在8小时之内,底漆表面应干燥、无尘。如超过8小时或隔夜,应在缠绕胶带前重新涂刷底漆。
(5)当环境温度低于10℃时,为了保证铝箔丁基胶带即时具有良好的粘结强度,宜采用喷灯加热钢管和烘烤胶带胶层面。或者在30-40度的温室里存放48小时后才能施工,使用时现拿现用。
(6)缠绕胶带时胶带边缝应平行,不得扭曲皱褶,并应保持一定的拉紧力,使得胶带层紧密连接。必要时在前一段胶带的末端基膜上涂刷底漆或充分烘烤,待表干后在搭接另一段胶带的起始端。
(7)用电火花检查合格即可下沟填上。

销售二部:152-757-23222(微信同号)
销售Q Q:1378372279
山东省济宁市济北工业园辰光路1号


