










手机购
更方便

1.3mm厚聚丙烯防腐胶带使用方法:
(1)、钢管表面处理:除锈、除焊渣、毛刺、油、污物并保持清洁干燥。手工除锈应达St3级,机械除锈应达到Sa2级,并符合SY/J4 0 0 7—8 6要求。
(2)、涂底漆:应采用配套底漆,使用时远离火源,搅拌均匀并用干净毛刷、滚子或其它机械方法均匀涂敷。
(3)、待底漆表干(一般5-10分钟后)即可缠带。
(4)、下沟回填:经质量检查验收合格即可下沟。
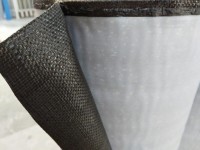
1.3mm厚聚丙烯防腐胶带表面麻点的原因
一、胶带原材料中含有微量在高温环境下可体积膨胀的低分子物质,如空气、水份、溶剂或低分子挥发物,原材料在塑化挤出过程中,该类低分子物质受热体积膨胀,但限于挤出机及成型膜口空间位阻效应,被压迫在材料体积内难以释放,一旦挤出膜口,立即体积膨胀,但其仅为微量,其产生的膨胀应力尚不足以破坏包裹它的PE层,否则将形成表面麻坑。
又由于其膨胀速度大于挤出速度,其膨胀应力在未及完全离开膜口即已完全释放,故其鼓包形状为半球形或半椭圆形。由于该类低分子物质在材料中的分布具有随机不均匀特征,故形成的鼓包也表现为随机不均匀分布。
二、胶带成型时通常采用上喷淋或下喷淋方式进行水冷定型,由于自喷嘴射出的冷却水膜不均匀,有水珠沿某一喷射角喷溅,当喷射出的水珠溅射到尚未冷却且按规定速度运行的防腐层面时,可造成防腐层局部区域表层急冷,由于水珠是按某一喷射角溅射,且与运动着的表面接触,故局部急冷区域呈半球形或半椭圆形。当防腐管线进入冷却环境时,防腐层开始整体冷却收缩定型,此时受水珠急冷作用的表层已经硬化,当携带已硬化塑料层膜所需的力大于膜下熔态塑料本体强度时,熔态塑料在随塑料整体收缩时,与已硬化塑料在收缩应力作用下断开,形成真空泡。
造成1.3mm厚聚丙烯防腐胶带表面有麻点的原因主要有两点,一是原材料的问题,二是生产过程中的问题,这两点都是人为可以控制的,所以,在生产过程中要格外的仔细,以此来确保胶带的质量。

销售二部:152-757-23222(微信同号)
销售Q Q:1378372279
山东省济宁市济北工业园辰光路1号


